Sfida: Come aumentare i cambi utensili non presidiati ed eliminare il problema di gestione dei trucioli nei centri di tornitura.
Soluzione: Adottando il cambio utensili automatico e il refrigerante ad alta pressione.
I centri di tornitura dominano nel settore della produzione. Indipendentemente dalle dimensioni, tendono ad avere lunghi e inutili arresti a causa del cambio degli utensili manuale e di un sistema di raffreddamento in cui i fluidi da taglio fluiscono passivamente nella zona di taglio. Il lavoro di sviluppo in corso su queste macchine è volto a ridurre al minimo i fermi macchina pianificati e non pianificati.
Anche se oggi nessuno prenderebbe in considerazione l'acquisto di un centro di lavoro senza cambio utensili automatico, questo non è di serie nei centri di tornitura. Ciò è dovuto in parte alla mancanza di una comune interfaccia portautensili per torrette che permette di cambiare gli utensili in modo automatizzato. Per quanto riguarda i processi, i centri di tornitura orizzontali si sono evoluti e ora includono un asse Y, torrette doppie, contromandrini, sistemi di monitoraggio e misurazione per un’efficiente produzione ad alto volume, in grado di renderli estremamente efficienti e versatili durante la lavorazione effettiva. I centri di tornitura verticali stanno entrando, invece, in una nuova fase di sviluppo in cui la sostituzione automatica degli utensili è un'opzione. Questo è motivato dalla necessità dell'industria manifatturiera di rendere le macchine più indipendenti, vale a dire senza operatore, e più versatili, per ridurre al minimo i pezzi in movimento e avere la possibilità di utilizzare barre di alesatura più lunghe senza limitare le posizioni della torretta.
E’ chiaro che l’equipaggiamento di sostituzione automatica degli utensili e le interfacce torretta standard saranno parte integrante del concetto di macchina. I progressi negli attrezzamenti sono dettati dagli sviluppi delle lavorazioni e viceversa, con l'industria che guida o reagisce alle nuove tecnologie e con costi di lavorazione che incidono direttamente sui profitti.
I sistemi di raffreddamento ad alta pressione fanno parte delle macchine più moderne, ma la maggior parte di questi non sono usati in modo da fare la differenza per il processo di taglio. Ci sono concetti come CoroTurn HP che sfruttano le normali possibilità di alta pressione, in ragione da 30 a 80 bar. In questi sistemi, i getti di refrigerante accurati con flusso calibrato sono orientati per sollevare il truciolo che viene generato, ridurre il calore e ottimizzarne il controllo nei centri di tornitura, migliorando le prestazioni e la sicurezza per la produzione non presidiata nella maggior parte dei materiali.
Ma per ottenere il massimo beneficio della tornitura assistita dall’alta pressione nei materiali con maggiore esigenze di controllo truciolo, sono richieste velocità del liquido di raffreddamento e pressione ancora più alte - fino a 150 bar – per far fronte alla maggior parte delle applicazioni. Ciò avrà enormi vantaggi per il processo di taglio e la gestione dei trucioli nella zona di lavorazione e sul relativo convogliatore. Questa nuova possibilità deve essere considerata nei centri di tornitura, dove i materiali esigenti e a truciolo lungo rappresentano un potenziale rischio per i lunghi tempi causati dalla rimozione dei trucioli e per l’affidabilità nella realizzazione di lavorazioni non presidiate.
Le soluzioni si basano sul sistema di portautensili modulari Coromant Capto, standardizzato ISO, che per molti anni è stato ampiamente usato come il principale sistema di cambio rapido manuale per i centri di tornitura con portautensili statici e rotanti. Oggi, i torni verticali e le macchine multi-task utilizzano le stesse soluzioni di dispositivi di cambio utensili automatico. Tutte le proposte per la fase successiva di evoluzione di Coromant Capto si concretizzeranno nello sviluppo dei centri di tornitura che incorporano dispositivi per il cambio automatico degli utensili.
In previsione di un aumento della pressione del liquido di raffreddamento, sono stati sviluppati nuovi meccanismi di bloccaggio con guarnizioni in grado di resistere a una pressione di almeno 150 bar. Questo vale per i dispositivi di bloccaggio manuali nei centri di tornitura come pure per il bloccaggio dei mandrini rotanti sulle macchine multifunzione. Uno dei principali vantaggi dello sviluppo in corso è che l'interfaccia rimane invariata, con le unità di taglio esistenti e gli adattatori completamente compatibili.
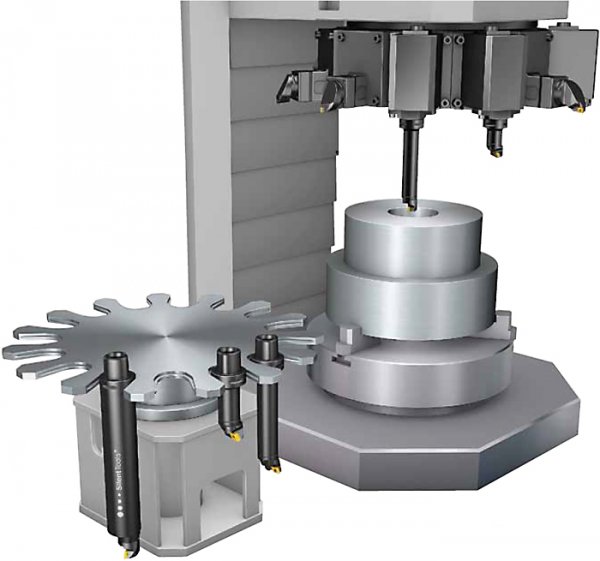
Centri di tornitura verticali
Analogamente ai centri di lavoro, i centri di tornitura verticali si stanno evolvendo per adottare il cambio utensili automatico. In parte per la necessità di sostituire gli utensili lunghi che ostacolano la lavorazione con utensili più corti, e in parte per l’esigenza di una maggiore efficienza e di integrazione nella produzione non presidiata. Lo sviluppo di Coromant Capto sarà costituito da un’interfaccia comune per gli utensili statici e rotanti e dalla norma per stabilire il cambio utensile automatico.